











精調細選的材質、恰到好處的熱處理和堅固耐用的設計,使得我們的卡尺在性和腐蝕性等方面具備了與眾不同的優勢。
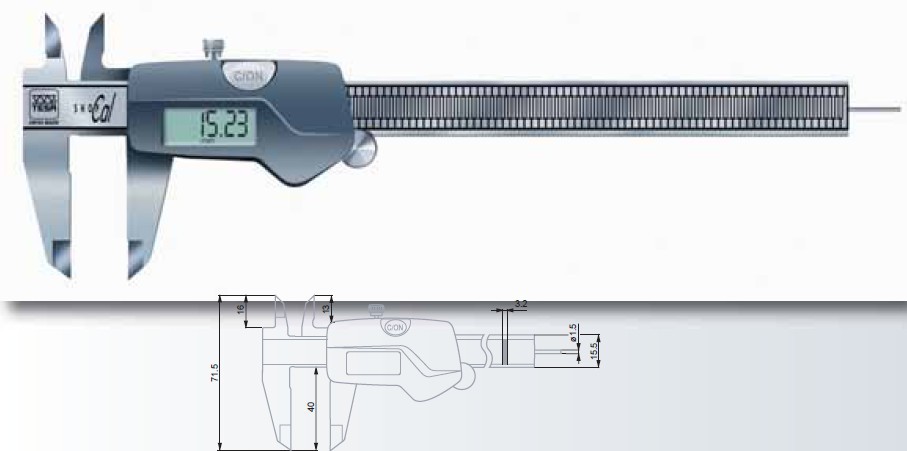
對任何測量而言,快速方便地的讀出被測值都是為關鍵的,因而,除常規的游標卡尺外,我們還提供讀數舒適方便的帶表卡尺以及更為的錯讀的數顯卡尺。


TA IMOCRO數顯內徑千分尺特點如下: 具備自定中心和自校正的內徑千分尺,測量錐體加工有高螺紋,已經專門提供三線接觸是測量的測量頭,使IMICRO成為在世界上遵循阿貝原則的內徑千分尺 內徑千分尺用于內尺寸精密測量(分單體式和接桿)
1 正確測量方法
1)內徑千分尺在測量及其使用時,需用尺寸的接桿與其測微頭連接,依次順接到測量觸頭,以減少連接后的軸線彎曲。
2)測量時應看測微頭固定和松開時的變化量。
3)在日常生產中,用內徑尺測量孔時,將其測量觸頭測量面支撐在被測表面上,調整微分筒,使微分筒一側的測量面在孔的徑向截面內擺動,找出小尺寸。然后擰緊固定螺釘取出并讀數,也有不擰緊螺釘直接讀數的。這樣就存在著姿態測量問題。姿態測量:即測量時與使用時的一致性。例如:測量 75~600/0.01mm的內徑尺時,接長桿與測微頭連接后尺寸大于 125 mm 時。其擰緊與不擰緊固定螺釘時讀數值相差 0.008 mm 既為姿態測量誤差。
4)內徑千分尺測量時支承位置要正確。接長后的大尺寸內徑尺重力變形,涉及到直線度、平行度、垂直度等形位誤差。其剛度的大小,具體可反映在“自然撓度”上。理論和實驗結果表明由工件截面形狀所決定的剛度對支承后的重力變形影響很大。如不同截面形狀的內徑尺其長度 L 雖相同,當支承在(2/9)L 處時,使內徑尺的實測值誤差合要求。但支承點稍有不同,其直線度變化值就較大。所以在標準中將支承位置移到支承距離位置時的直線度變化值稱為“自然撓度”。
為剛性,在我國標準中規定了內徑尺的支承點要在(2/9)L 處和在離端面 200 mm 處,即測量時變化量小。并將內徑尺每轉 90°檢 測,其示值誤差均不應過要求。









新型TA容柵式測量系統()結合了TA IMICRO內徑千分尺 的螺旋錐體技術相結合
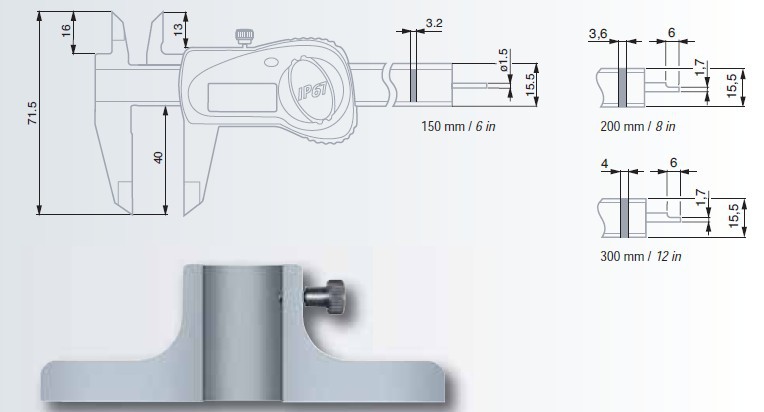
訂貨代號 測量范圍 Amm B mm Cmm
3.5-4mm 2 1.5 20 4um
4-4.5mm 2 1.5 20 4um
4.5-5.5mm 2 1.5 25 4um
5.5-6.5mm 2 1.5 25 4um
6-8mm 2.5 2.5 79 4um
8-10mm 2.5 2.5 79 4um
10-12mm 2.5 2.5 79 4um
11-14mm 3.5 4 93 4um
14-17mm 3.5 4 93 4um
17-20mm 3.5 4 93 4um
20-25mm 7 7 91 4um
25-30mm 7 7 91 4um
30-35mm 7 7 91 4um
35-40mm 7 7 91 4um
40-50mm 11 12 104 5um
50-60mm 11 12 104 5um
60-70mm 11 12 104 5um
70-80mm 11 12 104 5um
80-90mm 11 12 104 5um
90-100mm 11 12 104 5um
100-125mm 26 18 100 6um
125-150mm 26 18 100 6um
150-175mm 26 18 100 7um
175-200mm 26 18 100 7um
200-225mm 26 18 100 8um
225-250mm 26 18 100 8um
250-275mm 26 18 100 8um
275-300mm 26 18 100 8um









